Premium Custom Sugar Packaging Bags: Preserving Crystalline Freshness
High-barrier, lightweight, and leak-proof pouch solutions tailored for the global sugar industry. From retail-ready stand-up pouches to bulk gusseted bags.
"Sugar is delicate—it demands protection against moisture, clumping, and odors. Our custom-manufactured bags combine advanced polymer science with vibrant printing, ensuring your brand stands out while the contents remain as fresh as the day they were packed."

Elite Standard
High-Barrier Pouch
Versatile Bag Formats for Bulk Sugar Packaging
Whether it's fine powdered sugar or heavy-duty granules, we provide the perfect vessel.

Stand-up Pouches
The retail favorite. Features a bottom gusset for shelf stability and excellent branding real estate.

Side Gusset Bags
The premium choice for specialty sugars. Offers a box-like shape for maximum storage efficiency.

Square Bottom Bags
Ideal for bulk sugar packaging, offering a classic look with high volume capacity.

Flat Bottom Bags
The lightweight, cost-effective solution for single-serve or smaller sugar portions.
Why Our Sugar Packaging Pouches Outperform the Market
Engineering a moisture-proof fortress for your sugar products.
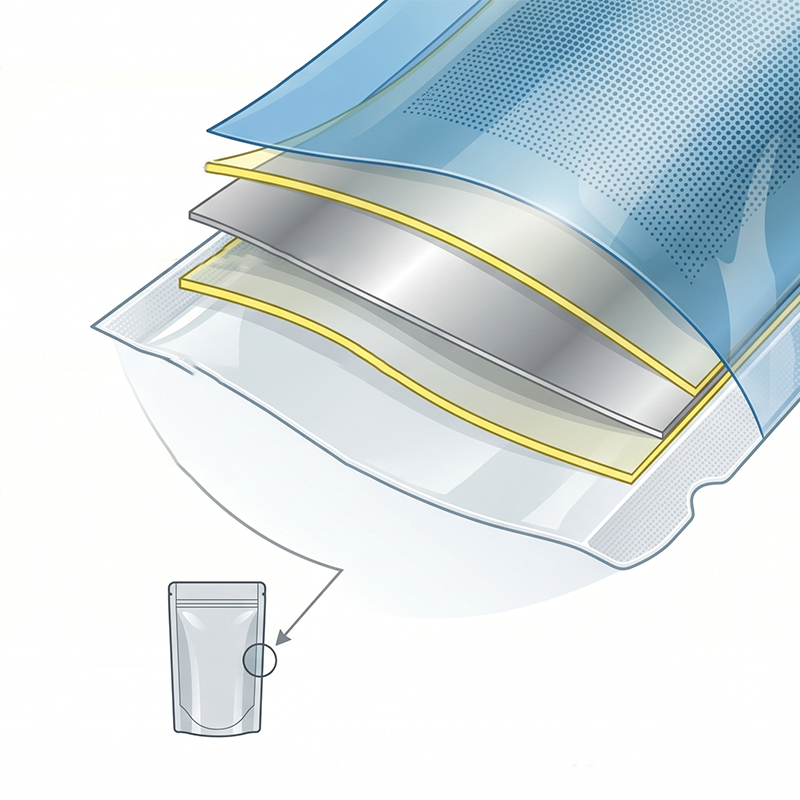
Superior Moisture Barrier
Utilizing multi-layer laminates (PET/AL/PE or Recyclable PE/PE) to prevent clumping.
Puncture Resistance
Specialized film thickness to handle the sharp edges of crystalline sugar and withstand long-haul shipping.
Aroma Sealing
Ensures no external odors penetrate the bag, keeping the sugar’s natural profile intact.
Sustainable Options
Transition to our 100% Recyclable or Compostable sustainable sugar pouches without compromising shelf life.
Custom Printed Sugar Packaging Bags Tailored to Your Brand
High-definition printing that turns a commodity into a premium experience.

Our 10-color rotogravure and HP Indigo digital printing capabilities allow for photographic quality.
Achieve consistent brand colors across multiple SKUs with our high-precision ink management and substrate-specific calibrations.
Enhance user convenience with integrated features: Resealable Zippers for freshness, Tear Notches for easy opening, and Transparent Windows to showcase the purity of your sugar.

Reliable Sugar Packaging Bag Manufacturer from China
Scaling your supply chain with precision and speed.
| Feature | Our Commitment |
| MOQ | Flexible quantities starting from 500 units (Digital) to 10,000+ (Rotogravure). |
| Quality Control | 30+ dedicated QC professionals ensuring 0% leakage and 100% color accuracy. |
| Lead Time | Expedited production cycles to meet seasonal demand spikes. |
| Shipping | Full DDP (Door-to-Door) service available, including customs and taxes. |
FAQ: Frequently Asked Questions About Custom Sugar Packaging
Sweeten Your Brand Presence
Our high-barrier sugar packaging protects against humidity and clumping while providing a brilliant canvas for your brand's design. Custom sizes and formats available.